«∞ —‘ ü·Ãé¿Ì «å¢ΩåŸ≤ƒ¡œ∑≈»ÎÃÿ∂®µƒΩÈŸ|(zh®¨)÷–º”ü·£¨±£úÿ∫Õ¿‰Ös£¨ÅÌ∏ƒ◊É≤ƒ¡œ±Ì√ʪÚÉ»(n®®i)≤øµƒΩœýΩMøóΩY(ji®¶)òã(g®∞u)£¨Å̵√µΩŒ“ÇÉ–Ë“™µƒ≤ƒŸ|(zh®¨)Ãÿ–‘°£þ@ «“ªÈT∫Ð…ÓµƒåW(xu®¶)Üñ£¨…Óæø∆ÅÌ“ª±æ∫Ò∫Òµƒï¯∂ºåë≤ª»´°£¬‰ÀÆ»˝«ß£¨÷ª»°“ª∆∞◊‘º∫–Ë“™µƒ£¨≥‘Õ∏¡Àº¥ø…°£◊˜ûÈôC–µπ§≥Ãéü£¨Œ“ÇÉ÷ª–Ë“™÷¯÷ÿÍP(gu®°n)◊¢“ª–©‘O(sh®®)”ã≥£”√≤ƒ¡œü·Ãé¿Ì÷™◊RæÕâÚ¡À°£ “ª°¢øÏÀŸ¡ÀΩ‚∏˜Ìóü·Ãé¿Ì £®1£©ÕÀª π§Àá£∫墉캔ü·÷¡þmÆî(d®°ng)úÿ∂»°™°™±£úÿ°™°™Ýt¿‰ ƒøµƒ£∫ ΩµµÕ”≤∂»£¨Ã·∏þÀЖ‘£¨ûÈ«–œ˜º”π§◊ˆú (zh®≥n)lj œ˚≥˝É»(n®®i)ë™(y®©ng)¡¶ ºöªØæßÛw£¨ûÈ∫Û¿m(x®¥)ü·Ãé¿Ì◊ˆú (zh®≥n)lj
£®2£©’˝ª π§Àá£∫å¢π§º˛º”ü·÷¡Ac3“‘…œ30-50∂»°™°™±£úÿ°™°™»°≥ˆø’¿‰/áäÀÆ/¥µÔL(f®•ng)¿‰Ös°£ ƒøµƒ£∫ πæß¡£ºöªØ∫ÕúªØŒÔ∑÷≤ºæ˘Ñڪذ£π¶ƒÐ∫ÕÕÀª”–¸cÓêÀ∆£¨µ´þÄ «”–Ö^(q®±)Ñe£¨∫ÛŒƒï˛Ωo≥ˆå¶±»°£ £®3£©¥„ª π§Àá£∫墉캔ü·÷¡≈RΩÁ¸c“‘…œ°™°™±£úÿ“ª∂ŒïrÈg°™°™øÏÀŸ¿‰Ös ƒøµƒ£∫÷∏þ‰ìµƒèä∂»£¨”≤∂»£¨ƒÕƒ•–‘£¨Ìg–‘£¨∆£Ñ⁄èä∂»…ı÷¡ËF¥≈–‘£¨ƒÕ∏ØŒg–‘ £®4£©ªÿª π§Àá£∫π§º˛¥„ª∫Û°™°™÷ÿ–¬º”ü·°™°™±£úÿ°™°™ø’¿‰/ÀÆ¿‰/”Õ¿‰ ƒøµƒ£∫ «Â≥˝¥„ªÆa(ch®£n)…˙µƒë™(y®©ng)¡¶ ∏ƒ…∆¡„º˛æC∫œ–‘ƒÐ£¨’{(di®§o)’˚π§º˛µƒèä∂»£¨”≤∂»£¨ÀЖ‘∫ÕÌg–‘ ∑Ä(w®ßn)∂®≥þ¥Á£¨±£◊Cæ´∂»
£®5£©’{(di®§o)Ÿ|(zh®¨) π§Àá£∫’{(di®§o)Ÿ|(zh®¨)=¥„ª+∏þúÿªÿª ƒøµƒ£∫’{(di®§o)πù(ji®¶)≤ƒ¡œ∏þèä∂»∫Õ∏þÌg–‘£¨´@µ√æC∫œ–‘ƒÐ∫√µƒ¡„º˛ £®6£©±Ì√ÊùBú/ùBµ™/«ËªØ π§Àá£∫å¢π§º˛º”ü·°™°™‘⁄¡„º˛±Ì√ÊùB»Îœýë™(y®©ng)µƒ‘≠◊” ƒøµƒ£∫´@µ√±Ì√Ê”≤∂»∏þ£¨–æ≤øÌg–‘∫√µƒ¡„º˛ »˝’þÖ^(q®±)Ñe£∫ 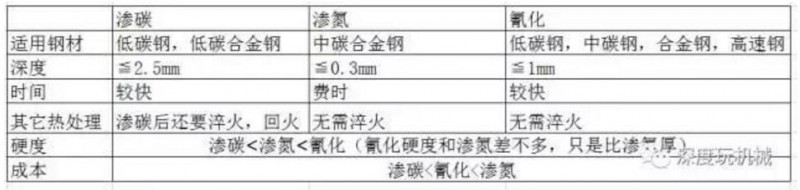
æC∫œÅÌø¥£∫ùBú∫ÕùBµ™ «∏˜”–Ãÿ…´£¨«ËªØœýÆî(d®°ng)”⁄æC∫œ¡À∂˛’þµƒÉû(y®≠u)¸c£¨»±¸c «ùBå”ð^±°£¨“◊Æa(ch®£n)…˙∫⁄…´ΩMøó°£ £®7£©∞l(f®°)∫⁄£®∞l(f®°)À{£© π§Àá£∫º”ü·°™°™âA–‘ÀéòI(y®®)Ω˛≈ð°™°™–Œ≥…—ıªØƒ§ ƒøµƒ£∫±Ì√Ê∑¿∏ØŒg£¨∑¿‰P£¨µ´–ßπ˚“ª∞„°£ £®8£©πûÐÃé¿Ì π§Àá£∫å¢≤ƒ¡œº”ü·°™°™±£úÿ°™°™þ^ £œý≥‰∑÷»ÐΩ‚°™°™øÏÀŸ¿‰Ös ¥Àπ§Àá”–¸cœÒ¥„ª£¨µ´ «º”ü·µƒúÿ∂»≤ª“ªò”£¨µ√µΩµƒ–ßπ˚≤ª“ªò”°£ Õ®À◊÷v∑®£∫±˘Ã«+√◊+ÀÆ£¨≤ª’Ù÷Û£¨√◊∫Õ±˘Ã«≤ª»Ð£¨’Ù÷Û∫Ûµ√µΩÃ÷ý ƒøµƒ£∫∏ƒ…∆‰ì∫Õ∫œΩ‰ìµƒÀЖ‘£¨Ìg–‘ £®9£©ïr–ßÃé¿Ì 1.»Àπ§ïr–ß π§Àá£∫µÕúÿªÿª∫Û£¨æ´º”π§«∞°™°™º”ü·≤ƒ¡œ÷¡100-150∂»°™°™±£úÿ5-20–°ïr°£ ƒøµƒ£∫∑Ä(w®ßn)∂®æ´√Ð÷∆º˛µƒ≥þ¥Á£¨œ˚≥˝öà”ýë™(y®©ng)¡¶ 2.◊‘»ªïr–ß π§Àá£∫π§º˛‘⁄ “úÿólº˛ÈLïrÈg∑≈÷√ ƒøµƒ£∫·å∑≈öà”ýë™(y®©ng)¡¶£¨∏ƒ…∆ôC–µ–‘ƒÐ£¨∑Ä(w®ßn)∂®≥þ¥Á ∂˛°¢≈™«ÂÕÀª£¨’˝ª∫Õªÿª Àƒ∞—ª÷–£¨¥„ªõ]µƒ’f£¨π¶ƒÐ™ö“ªüo∂˛£¨◊Ó»ð“◊¿ÌΩ‚£¨µ´¡ÌÕ‚»˝∞—ªø¥∆ÅÌ∂º≤ÓÑe≤ª¥Û£¨∂º «∏ƒ…∆≤ƒŸ|(zh®¨)–‘ƒÐµƒ◊˜”√£¨∫лð“◊∏„ªÏ£¨∫ÜÜŒÖ^(q®±)∑÷»Áœ¬£∫ ÕÀª£¨’˝ª“ª∞„∞l(f®°)…˙‘⁄«–œ˜∫Õ¥„ª«∞£¨µ´ «å¶”⁄–‘ƒÐ“™«Û≤ª∏þµƒπ§º˛“≤ø…¥˙Ãʪÿª£¨◊˜ûÈ◊ÓΩKü·Ãé¿Ì°£ ÕÀª£¨’˝ª‘⁄Õ¨ò”ƒÐþ_µΩ“™«Ûµƒïr∫ÚÉû(y®≠u)œ»þxìÒ’˝ª£¨“ÚûÈ’˝ª≥…±æµÕÖs–߬ ∏þ°£ | «Èõr | ÓA(y®¥)Ãé¿Ì | ‘≠“Ú | | µÕ÷–ú‰ì£®∫¨Ãº¡ø<> | ’˝ª | ∂˛’þ∂ºƒÐþ_µΩ“™«Û£¨þx’˝ª | | ∏þú‰ì£¨∫œΩ‰ì | ÕÀª | »Ù¥ÀÃé”√’˝ª£¨”≤∂»Ã´∏þ£¨≤ª¿˚”⁄«–œ˜ | | –ŒÝÓèÕ(f®¥)Îs£¨≥þ¥Á¥Û | ÕÀª | ÕÀªúÿ»·£¨≤ª“◊◊É–Œ£¨È_¡— | | “ª∞„π§º˛ | ’˝ª | þ@“ªÌó «≈cµ⁄»˝Ìó嶱»–Œ≥…µƒ |
¥„ª∫Ûµƒº”π§º˛ «≤ªƒÐ÷±Ω” π”√µƒ£¨¥ý–‘ô¥Û£¨“◊îý£¨À˘“‘“ª∞„∂ºï˛þM––ªÿª£¨ªÚ’þ»Áµ⁄“ª¸c’fµƒ’˝ªªÚÕÀª
»˝°¢»Á∫ŒþxìÒü·Ãé¿Ì”≤∂» 1. ∏˘ì˛(j®¥)ðd∫…∑NÓêøºë] 
2.∏˘ì˛(j®¥)ÀŸ∂»∫Õæ´∂»øºë]
| ∏þÀŸªÚ∏þæ´∂» | “ª∞„“™«Û”≤∂»50°´62HRC£¨µ´»Áπ˚ðSèΩô¥Û£¨Îm»ªÞD(zhu®£n)ÀŸ∫Ð∏þ(3000r/min)£¨þ@ÇÄ≤ªø…ƒÐ¥„µΩ∫Ð∏þµƒ”≤∂»(“ª∞„÷ªƒÐþ_220HB◊Û”“)£¨±„≤ªƒÐ“ª¬…“™«Û∏þÀŸ∂»∏þ”≤∂»£¨∂¯“™Õ®þ^ΩµµÕ≈‰∫œº˛µƒ”≤∂»∫Õ∆‰À˚¥Î ©ÅÌÃé¿Ì | | ÷–ÀŸ | “ª∞„≤…”√÷–”≤∂»40°´45HRC | | µÕÀŸ | “ª∞„≤…”√µÕ”≤∂»£¨’˝ªªÚ’{(di®§o)Ÿ|(zh®¨)”≤∂»220°´260HB |
3.»ÙÇz¡„º˛ƒ¶≤¡£¨∂˛’þ”≤∂»ë™(y®©ng)‘ì”–≤Ó£¨“ª”≤“ªÐõ£¨∏¸ƒÕƒ• | ≈e¿˝“ª£∫ǘє˝XðÜ | –°˝XðÜ˝X√Ê”≤∂»“ª∞„±»¥Û˝XðÜ˝X√Ê”≤∂»∏þ25°´40HB | | ≈e¿˝∂˛£∫¬ðƒ∏≈c¬ðÀ® | ¬ðƒ∏≤ƒ¡œ±»¬ðÀ®µÕ“ªºâ£¨”≤∂»µÕ20°´40HB(ø…“‘±Ð√‚“ßÀ¿∫Õúp…Ÿƒ•ìp) |
Àƒ°¢≥£”√≤ƒŸ|(zh®¨)ü·Ãé¿Ìë™(y®©ng)”√ 

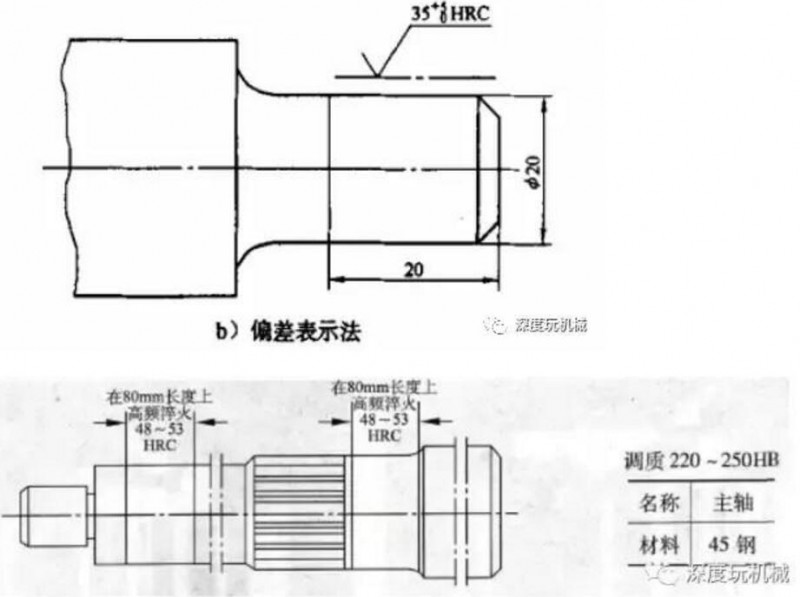
ŒÂ°¢ü·Ãé¿ÌòÀ(bi®°o)◊¢∑Ω ΩÖ¢øº 1.“™«Û”≤∂»ôzúyµƒòÀ(bi®°o)∑® 
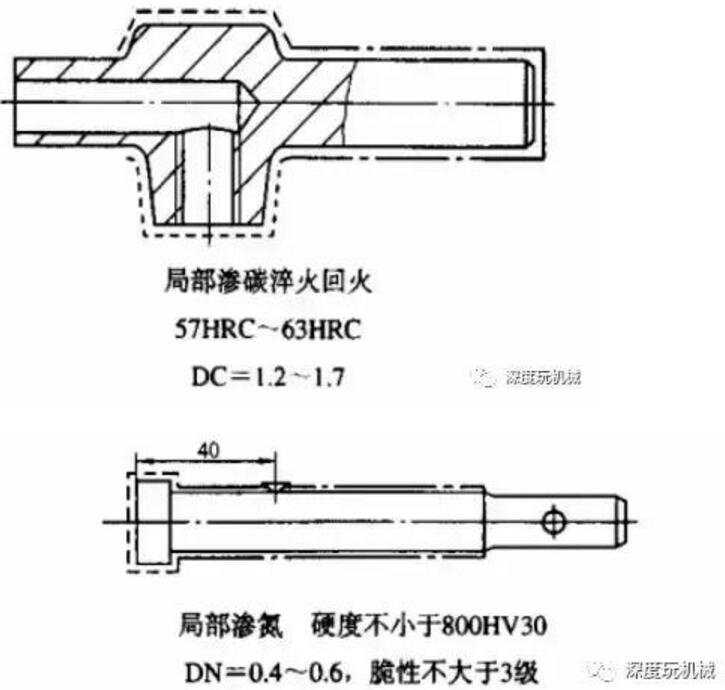
2.æ÷≤øü·Ãé¿ÌòÀ(bi®°o)◊¢

3.±Ì√ÊÃé¿ÌµƒòÀ(bi®°o)∑®

4.ùBú/ùBµ™/«ËªØ
5.ºº–g(sh®¥)“™«Ûåë∑®Ö¢øº

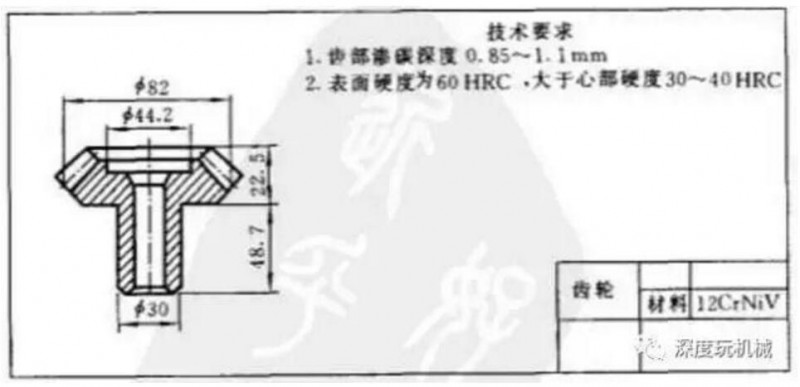
6.’˚èààDºàÖ¢øº
…œàDÇz∑ðàDºàÅÌ‘¥æW(w®£ng)Ωj(lu®∞)£¨÷˜“™”√ÅÌÖ¢øºü·Ãé¿ÌµƒòÀ(bi®°o)◊¢£¨∆‰åç≤¢≤ªÕÍ’˚£¨’àŒ”ãð^°£ | 




