÷x∂¨∫Õ£®∫˛ƒœ∆˚Ðáπ§≥ìöòI(y®®)åW(xu®¶)‘∫ ôC(j®©)Îäπ§≥Ãœµ£©
’™ “™£∫‘⁄ π”√øÏ◊þΩzæÄ«–∏ÓôC(j®©)å¶(du®¨)Õπƒ£þM(j®¨n)––∂ý¥Œ«–∏Óïr(sh®™)µƒ∑÷Œˆ—–æø÷–∞l(f®°)¨F(xi®§n)£¨≤…”√∂ý¥Œ«–∏Óπ§ÀáƒÐ÷∏þÕπƒ£µƒº”π§æ´∂»∫Õ±Ì√ÊŸ|(zh®¨)¡ø£¨µ´”–“ª∂®µƒ«∞÷ólº˛£¨–Ëå¶(du®¨)øÏ◊þΩzæÄ«–∏ÓôC(j®©)þM(j®¨n)––þmÆî(d®°ng)∏ƒ‘Ï£¨·òå¶(du®¨)æþÛwπ§º˛º”π§£¨Ã·≥ˆ¡À∂ý¥Œ«–∏Óïr(sh®™)µƒ¿ÌœÎπ§ÀáÖ¢îµ(sh®¥)°£
ÍP(gu®°n)ÊI‘~£∫øÏ◊þΩzæÄ«–∏ÓôC(j®©)£ª∂ý¥Œ«–∏Óºº–g(sh®¥)£ªπ§ÀáÖ¢îµ(sh®¥)
÷–àD∑÷ÓêÃñ(h®§o)£∫TG671 Œƒ´I(xi®§n)òÀ(bi®°o)÷æ¥a£∫B
The application of multiple cutting technology in the fast wire cutting machine
Xie Dong he (Hunan automotive engineering Career Academy)
Abstract£∫In the use of the fast wire cutting machine for multiple cutting of the convex mold, the analysis of the use of multiple cutting process can improve the machining accuracy and surface quality, but there is a certain premise, the need to carry out the appropriate transformation of the fast wire cutting machine, for specific parts processing, put forward many times of the ideal process parameters°£
Key word£∫Fast wire cutting machine; multiple cutting technology; process parameters
“ª°¢«∞—‘
ÎS÷¯ƒ£æþπ§òI(y®®)µƒøÏÀŸ∞l(f®°)’𣨻ÀÇÉå¶(du®¨)øÏ◊þΩzæÄ«–∏ÓôC(j®©)µƒº”𧓙«Û“≤‘ΩÅÌ‘Ω∏þ£¨“™«ÛæÄ«–∏ÓôC(j®©)‘⁄ƒÐâÚøÏÀŸ«–∏ÓµƒÕ¨ïr(sh®™)£¨«–∏Óº˛“™”–ð^∏þµƒ±Ì√ÊŸ|(zh®¨)¡ø∫Õ≥þ¥Áæ´∂»£¨¬˝◊þΩzæÄ«–∏Óº”π§ïr(sh®™)ûȱ£◊CÆa(ch®£n)∆∑Ÿ|(zh®¨)¡ø£¨“≤≤…”√¡À∂ý¥Œ«–∏Óºº–g(sh®¥)£¨µ⁄“ª¥Œ≤…”√ð^¥Ûµƒ√}õ_Î䡘å¶(du®¨)π§º˛þM(j®¨n)––¥÷«–∏Ó£¨µ⁄∂˛¥Œ”√ð^–°µƒ√}õ_Î䡘å¶(du®¨)π§º˛þM(j®¨n)––æ´º”𧣨µ⁄»˝¥ŒÑt π”√æ´“é(gu®©)ú (zh®≥n)å¶(du®¨)π§º˛þM(j®¨n)––íÅπ‚º”π§°£µ´¬˝◊þΩzæÄ«–∏ÓôC(j®©)Ér(ji®§)∏ÒŸF£¨«“þ\(y®¥n)––≥…±æ“≤∏þ£¨∂¯øÏ◊þΩzæÄ«–∏ÓôC(j®©)µƒÉr(ji®§)∏Òœýå¶(du®¨)±„“À£¨þ\(y®¥n)––ŸM(f®®i)”√“≤µÕ£¨“Ú¥À£¨øÏ◊þΩzæÄ«–∏ÓôC(j®©)‘⁄ƒ£æþº∞æ´√Ð÷∆‘ÏòI(y®®)÷–µ√µΩ¡ÀèV∑∫µƒë™(y®©ng)”√°£±æŒƒ“‘øÏ◊þΩzæÄ«–∏ÓôC(j®©)º”π§Õπƒ£ûÈ¿˝ÍU ˆ∂ý¥Œ«–∏Óºº–g(sh®¥)‘⁄øÏ◊þΩzæÄ«–∏ÓôC(j®©)…œ «»Á∫ŒÅ̱£◊C∆‰º”π§æ´∂»∫ÕŸ|(zh®¨)¡øµƒ°£
∂˛°¢∂ý¥Œ«–∏Óºº–g(sh®¥)åç(sh®™) ©µƒª˘±æólº˛
”…”⁄DK7732–ÕøÏ◊þΩzæÄ«–∏ÓôC(j®©) «∆’Õ®ôC(j®©)¥≤£¨‘⁄ π”√∂ý¥Œ«–∏Óºº–g(sh®¥)ïr(sh®™)£¨±ÿÌöå¶(du®¨)∆‰þM(j®¨n)––þmÆî(d®°ng)∏ƒ‘Ï≤≈ƒÐ πº”π§∫ÛµƒÕπƒ£Ÿ|(zh®¨)¡øþ_(d®¢)µΩ“™«Û£¨∆‰∏ƒ‘Ïþ^≥ûÁœ¬£∫
1£©∆’Õ®ôC(j®©)¥≤ π”√µƒΩz∏Ðæ´∂»ð^µÕ£¨‘⁄ìQœÚþM(j®¨n)Ωoïr(sh®™)¥Ê‘⁄“ª∂®µƒ’`≤Ó£¨ πÆa(ch®£n)∆∑º”π§∫Ûµƒæ´∂»Îy“‘ùM◊„“™«Û£¨“Ú¥À£¨±ÿÌöìQ≥…éßÓA(y®¥)æo¡¶µƒùL÷ÈΩz∏Ð∏±°£¥À∑NùL÷ÈΩz∏Ð∏±À˘–˵ƒÇ˜Ñ”(d®∞ng)¡¶æÿ–°£¨Ç˜þ\(y®¥n)∆Ω∑Ä(w®ßn)«“üo≈¿––¨F(xi®§n)œÛ°£”…”⁄éß”–“ª∂®µƒÓA(y®¥)æo¡¶£¨œ˚≥˝¡ÀΩz∏Ð∏±þ\(y®¥n)Ñ”(d®∞ng)ïr(sh®™)µƒ∑¥œÚÈgœ∂£¨±£◊C¡Àøÿ÷∆œµΩy(t®Øng)∫Õπ§◊˜≈_(t®¢i)µƒÕ¨≤Ω–‘°£
2£©≤…”√Ã’¥…°∞—€ƒ£°±åß(d®£o)Ωz◊Ï°£DK7732–ÕøÏ◊þΩzæÄ«–∏ÓôC(j®©)≤…”√∆’Õ®åß(d®£o)Ωz◊Ï£¨∆‰É»(n®®i)ø◊÷±èΩûÈ13mm£®»ÁàD2À˘ 棩£¨∂¯„fΩz÷±èΩÉH”–0.18mm£¨„fΩzªÓÑ”(d®∞ng)∑∂á˙¥Û£¨þ\(y®¥n)––ïr(sh®™)µƒ∂∂Ñ”(d®∞ng)“≤¥Û£¨»Áπ˚∏ƒ”√ø◊èΩûÈ0.195mmµƒ°∞—€ƒ£°±åß(d®£o)Ωz◊Ï£®»ÁàD2À˘ 棩£¨ø…å¢þ\(y®¥n)––÷–„fΩzµƒ∂∂Ñ”(d®∞ng)º¥–ŒŒª◊ɪØøÿ÷∆‘⁄òO–°∑∂á˙É»(n®®i)£¨þÄø…œ˚≥˝∂ý¥Œ«–∏Ó÷–µƒ∂®Œª’`≤Ó£¨Ã·∏þ∂®Œªæ´∂»°£þ@∑Nåß(d®£o)Ωz◊Ï‘⁄∞≤—bïr(sh®™)“™◊¢“‚±£◊C…œœ¬É…ÇÄ(g®®)åß(d®£o)Ωz◊ϵƒÕ¨ðS∂»£¨≤¢”√–£Ωz∆˜þM(j®¨n)––á¿(y®¢n)∏Ò–£’˝°£

3£©þM(j®¨n)Îä∑Ω Ωµƒ∏ƒþM(j®¨n)°£DK7732–ÕøÏ◊þΩzæÄ«–∏ÓôC(j®©)≤…”√„fΩz‘⁄åß(d®£o)ÎäâK±Ì√Êüo ¯ª¨––µƒ∑Ω ΩþM(j®¨n)Î䣮»ÁàD3À˘ 棩£¨Æî(d®°ng)„fΩz‘⁄∏þÀŸþ\(y®¥n)––÷–∞l(f®°)…˙∂∂Ñ”(d®∞ng)ïr(sh®™)ï˛(hu®¨) π„fΩz≈cåß(d®£o)ÎäâK÷ÆÈgΩ””|≤ª∑Ä(w®ßn)∂®£¨‘Ï≥…þM(j®¨n)Îä≤ª∑Ä(w®ßn)£ª„fΩz≈cåß(d®£o)ÎäâKÃéÆa(ch®£n)…˙∂˛¥Œªª®∑≈Îä£¨ΩµµÕ ©º”‘⁄„fΩz≈cπ§º˛Ègµƒ√}õ_ƒÐ¡ø£¨èƒ∂¯úpæè«–∏ÓÀŸ∂»£ªªª®∑≈Îäï˛(hu®¨)‘⁄åß(d®£o)ÎäâK±Ì√Ê«–∏Ó≥ˆºö(x®¨)≤€£¨¥Àºö(x®¨)≤€ï˛(hu®¨)ø®–≈„fΩz£¨‘ˆº”„fΩzµƒþ\(y®¥n)––◊Ë¡¶£¨‘Ï≥…„fΩz±ª¿≠îýº∞π§º˛àÛ(b®§o)èU°£»Áπ˚å¢ÿì(f®¥)òO«∞“∆÷¡≈cåß(d®£o)ðÜ◊˘œýþB£¨∏ƒåß(d®£o)ÎäâKþM(j®¨n)ÎäûÈåß(d®£o)ðÜ◊˘þM(j®¨n)Î䣨åß(d®£o)ÎäâK÷ª∆÷ß≥–◊˜”√£¨∏ƒþM(j®¨n)∫Ûµƒåß(d®£o)ðÜ◊˘»ÁàD4À˘ æ°£àD÷–ùL÷È10Õ®þ^èóª…µƒ◊˜”√≈cåß(d®£o)ðÜðSæoΩ””|£¨þ@ò”√}õ_Î䡘èƒΩ”æÄ÷˘1°¢„~ ¯Ωz13°¢ùL÷È10å¢Î䡘ǘþfΩoåß(d®£o)ðÜ£¨„fΩz‘⁄åß(d®£o)ðÜ…œþM(j®¨n)Î䣨∏ƒþM(j®¨n)∫Û£¨≤ªµ´øs∂áÀþM(j®¨n)Îä¬∑æÄ£¨“≤‘ˆ¥Û¡À„fΩzµƒΩ””|ÈL(zh®£ng)∂»£¨ πþM(j®¨n)Îäø…øø£¨∏ƒþM(j®¨n)∫ÛµƒþM(j®¨n)Îä∑Ω Ω»ÁàD5À˘ æ°£
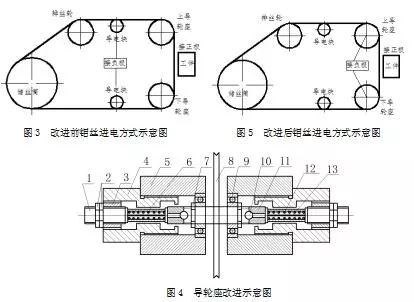
1-„~Ω”æÄ÷˘£ª2-¬ðƒ∏£ª3-„~∂À…w£ª4-ÀСœ¬ðÃ◊£ª5-åß(d®£o)ðÜ◊˘£ª6-åß(d®£o)πУª7-¬ðƒ∏£ª8-åß(d®£o)ðÜ£ª9-ðS≥–£ª10-ùL÷È£ª11-ùL÷È÷ß≥–◊˘£ª12-èóª…£ª13-„~ ¯Ωz
»˝°¢π§ÀáÖ¢îµ(sh®¥)µƒþxìÒº∞”ã(j®¨)À„
‘⁄∏ƒ‘Ïþ^µƒDK7732–ÕøÏ◊þΩzæÄ«–∏ÓôC(j®©)…œ£¨ π”√∂ý¥Œ«–∏Óºº–g(sh®¥)«–∏Ó»ÁàD6À˘ 浃Õπƒ£π§º˛°£«–∏Ó∑÷»˝¥ŒÕÍ≥…£¨◊þΩz¬∑æÄ»ÁàD7À˘ æ°£µ⁄“ª¥Œ¥÷«–∏Ó—ÿ÷¯1°˙2°˙3°˙4°˙5°˙6°˙7¬∑èΩ£¨µ⁄∂˛¥Œ¥÷«–∏Ó—ÿ÷¯7°˙6°˙5°˙4°˙3°˙2°˙1¬∑èΩþM(j®¨n)––£¨µ⁄»˝¥Œæ´Œ¢«–∏Ó—ÿ÷¯1°˙2°˙3°˙4°˙5°˙6°˙7¬∑èΩ°£
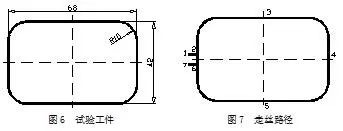
”…”⁄Õπƒ£«–∏Ó埔⁄É»(n®®i)«–∏Ó£¨ûÈ¡ÀƒÐåç(sh®™)¨F(xi®§n)∂ý¥Œ«–∏Ó£¨±ÿÌö±£¡Ù“ª–°∂Œ◊Ó∫Û«–∏Ó£®“äàD÷–µƒ2°˙6£©£¨“—«–∏Ó≤ø∑÷ø…”√èä(qi®¢ng)¥≈ËFŒ¸◊°£¨∑¿÷πÕπƒ£π§º˛Õ˘œ¬â㬉£¨»ª∫Û‘Ÿ∞¥Õ¨ò”µƒ«–∏Óπ§Àáå¶(du®¨)2°˙6∂ŒþM(j®¨n)––«–∏ÓÅ̱£◊CÕπƒ£æ´∂»°£
1.µ⁄“ª¥Œ«–∏Óïr(sh®™)π§ÀáÖ¢îµ(sh®¥)µƒþxìÒ≈c”ã(j®¨)À„
µ⁄“ª¥Œ«–∏Óïr(sh®™)µƒ÷˜“™ƒøµƒ «øÏÀŸ∑Ä(w®ßn)∂®«–∏Ó£¨±Møϵÿ»•≥˝π§º˛…œµƒ”ý¡ø£¨≤¢ ππ§º˛ª˘±æ∑˚∫œàDºà“™«Û£¨∆‰√}õ_Ö¢îµ(sh®¥)°¢„fΩz—a(b®≥)ÉîÈgœ∂º∞◊þΩzÀŸ∂»µƒþx”√‘≠Ñtº∞”ã(j®¨)À„∑Ω∑®»Áœ¬£∫
1£©√}õ_ÎäÖ¢îµ(sh®¥)£∫”…”⁄ «¥÷«–∏Ó£¨ë™(y®©ng)þx»°ð^¥ÛƒÐ¡øµƒ√}õ_Ö¢îµ(sh®¥)£¨≤¢≤…”√√}õ_Î䡘÷ÇÄ(g®®)‘ˆ¥Ûµƒ∑Ω∑®Å̱£◊C∆‰«–∏Ó∆Ω∑Ä(w®ßn)–‘“‘´@µ√ð^∫√µƒ«–∏Ó–ßπ˚£¨«–∏ÓÎ䡘øÿ÷∆‘⁄3.2A◊Û”“°£
2£©«–∏Ó÷–„fΩz—a(b®≥)ÉîÈgœ∂µƒ”ã(j®¨)À„£∫
Ω÷–£∫ûÈ„fΩz—a(b®≥)ÉîÈgœ∂£®mm£©£ªûȵ⁄“ª¥Œ«–∏Óïr(sh®™)µƒ∆Ωæ˘∑≈ÎäÈgœ∂£®mm£©£ªûÈ„fΩz÷±èΩ£®mm£©£ªûÈÓA(y®¥)¡ÙΩoµ⁄∂˛¥Œ«–∏Óµƒº”π§¡ø£®mm£©£ªûÈæ´–Þ¡ø£®mm£©°£
‘⁄≤…”√¥Û√}õ_Î䡘þM(j®¨n)––«–∏Óµƒ«Èõrœ¬£¨„fΩz≈cπ§º˛Ègµƒ∑≈ÎäÈgœ∂ºsûÈ0.01mm£¨¡Ùœ¬µƒæ´–Þ¡ø∫Ж°£¨«–∏Ó”ý¡ø÷˜“™»°õQ”⁄π§º˛«–∏Ó∫Ûµƒ±Ì√Ê¥÷≤⁄∂»°£¥÷«–∏Óïr(sh®™)Õπƒ£µƒ±Ì√Ê¥÷≤⁄∂»øÿ÷∆‘⁄3.2£¨ÓA(y®¥)¡ÙΩoµ⁄∂˛¥Œµƒ«–∏Ó¡ø£Ω0.05mm£¨„fΩz÷±èΩ£Ω0.18mm£¨þ@ò”„fΩzµƒ—a(b®≥)ÉîÈgœ∂£Ω0.15mm°£
3£©◊þæÄ∑Ω Ω£∫¿˚”√ɶ(ch®≥)ΩzÕ≤éßÑ”(d®∞ng)„fΩz◊˜»´„fΩzÕ˘èÕ(f®¥)þ\(y®¥n)Ñ”(d®∞ng)£¨„fΩzµƒþ\(y®¥n)––ÀŸ∂»øÿ÷∆‘⁄10.2m/s°£
2.µ⁄∂˛¥Œ«–∏Óïr(sh®™)π§ÀáÖ¢îµ(sh®¥)µƒþxìÒ≈c”ã(j®¨)À„
µ⁄∂˛¥Œ«–∏Óµƒ÷˜“™ƒøµƒ «–Þπ‚µ⁄“ª¥Œµƒ«–∏Ó±Ì√Ê≤¢¥_±£π§º˛µƒ≥þ¥Áæ´∂»£¨“Ú¥À£¨∆‰«–∏ÓÖ¢îµ(sh®¥)µƒþxìÒë™(y®©ng)”–√˜Ô@≤ªÕ¨°£
1£©√}õ_ÎäÖ¢îµ(sh®¥)£∫“™þ_(d®¢)µΩ–Þπ‚µƒƒøµƒ£¨±ÿÌö≤…”√ð^–°µƒ√}õ_ƒÐ¡ø£¨∂¯ΩµµÕ√}õ_ƒÐ¡øµƒ÷˜“™∑Ω∑® «úp–°√}åí£¨µ´√}åíþxµ√þ^–°£¨ï˛(hu®¨)”∞Ìë«–∏ÓÀŸ∂»£¨‘⁄ºÊÓôŸ|(zh®¨)¡ø≈c–߬ µƒ«Èõrœ¬£¨øÿ÷∆√}åíûÈ12£¨«–∏ÓÎ䡘ûÈ1.2A£¨þ@ò”ø… π±Ì√Ê¥÷≤⁄∂»÷µ°Ð1.6°£
2£©«–∏Ó÷–„fΩzµƒ—a(b®≥)ÉîÈgœ∂£∫µ⁄∂˛¥Œ«–∏Óµƒ÷˜“™»ŒÑ’(w®¥) «æ´–Þ«–∏Ó£¨¥Àïr(sh®™)µƒ∑≈ÎäÈgœ∂±»µ⁄“ª¥Œµƒ∏¸–°£¨ø…øÿ÷∆‘⁄0.005mm£¨∂¯ÓA(y®¥)¡ÙΩoµ⁄»˝¥Œµƒæ´«–∏Ó”ý¡ø∏¸–°£¨∑≈ÎäÈgœ∂≈cÓA(y®¥)¡Ù¡ø÷Æ∫Õ‘O(sh®®)∂®ûÈ0.02mm£¨þ@ò”„fΩzµƒ—a(b®≥)ÉîÈgœ∂£Ω0.115mm°£
3£©◊þΩz∑Ω Ω£∫“‘ΩµµÕΩzÀŸµƒ∑Ω∑®ÅÌåç(sh®™)¨F(xi®§n)–Þπ‚«–∏Ó√ʵƒƒøµƒ£¨ΩµµÕΩzÀŸÎmø…úp–°„fΩzµƒ∂∂Ñ”(d®∞ng)£¨µ´Õ˘èÕ(f®¥)«–∏Ó»‘ï˛(hu®¨)‘⁄π§º˛±Ì√Ê¡Ùœ¬“ªµ¿µ¿ólºy£¨π ë™(y®©ng)≤…»°∂Ö–≥ÃÕ˘èÕ(f®¥)«–∏Ó£¨≤¢å¢ΩzÀŸøÿ÷∆‘⁄4m/s£¨þ@ò”ø…ª˘±æœ˚≥˝µ⁄“ª¥Œ¡Ùœ¬µƒ«–∏Óólºy°£
3.µ⁄»˝¥Œ«–∏Óïr(sh®™)π§ÀáÖ¢îµ(sh®¥)µƒþxìÒ≈c”ã(j®¨)À„
µ⁄»˝¥Œ«–∏Óµƒƒøµƒ «æ´–Þµ⁄∂˛¥Œ«–∏Ó¡Ùœ¬µƒ∫€€E£¨¥_±£π§º˛±Ì√ʵƒ¥÷≤⁄∂»∫Õæ´∂»∑˚∫œàDºà“™«Û£¨åŸ”⁄æ´Œ¢íÅπ‚«–∏Ó£¨∆‰π§ÀáÖ¢îµ(sh®¥)“™«Û»Áœ¬°£
1£©√}õ_ÎäÖ¢îµ(sh®¥)£∫“Ú∆‰±Ì√Ê¥÷≤⁄∂»“™þ_(d®¢)µΩ0.4◊Û”“£¨÷ª”–æ´Œ¢«–∏Óïr(sh®™)≤≈ƒÐþ_(d®¢)µΩ“™«Û£¨√}åí“™∏¸–°»°4£¨º”π§Î䡘øÿ÷∆‘⁄0.8A°£
2£©«–∏Ó÷–„fΩzµƒ—a(b®≥)ÉîÈgœ∂£∫“Ú?q®±)Ÿ”⁄æ´Œ¢íÅπ‚«–∏Ó£¨≤…”√µƒ√}õ_ÎäÖ¢îµ(sh®¥)∏¸–°£¨å¶(du®¨)ë™(y®©ng)µƒ∑≈ÎäÈgœ∂“≤–°£¨»°0.005mm£¨þ@ò”„fΩzµƒ—a(b®≥)ÉîÈgœ∂£Ω0.095mm°£
3£©◊þΩz∑Ω Ω£∫ûÈ¡À±£◊CÕπƒ£µƒ«–∏Óæ´∂»∫Õ±Ì√Ê¥÷≤⁄∂»£¨ π”√ÓêÀ∆ƒ•œ˜µƒπ§Àá∑Ω∑®å¢ΩzÀŸøÿ÷∆‘⁄1.2m/s£¨≤¢≤…”√≥¨∂Ö–≥ÃÕ˘èÕ(f®¥)þ\(y®¥n)ΩzÅÌœ˚≥˝«–∏Ó±Ì√ʵƒólºyº∞≈≈≥˝„fΩz≈cÕπƒ£ÈgµƒÎäŒgŒÔ°£
Àƒ°¢ΩY(ji®¶) ¯’Z
Õ®þ^å¶(du®¨)Õπƒ£π§º˛≤…”√∂ý¥Œ«–∏Óºº–g(sh®¥)þM(j®¨n)––«–∏Óïr(sh®™)∞l(f®°)¨F(xi®§n)£¨‘⁄å¶(du®¨)øÏ◊þΩzæÄ«–∏ÓôC(j®©)þM(j®¨n)––þmÆî(d®°ng)∏ƒ‘ϵƒ«∞÷œ¬£¨å¶(du®¨)π§º˛åç(sh®™) ©∂ý¥Œ«–∏Óºº–g(sh®¥)ÅÌ÷∏þ∆‰±Ì√ÊŸ|(zh®¨)¡ø∫Õ«–∏Óæ´∂» «ø…––µƒ£¨µ´“™∞—þ@∑Nºº–g(sh®¥)Õ∆èVµΩåç(sh®™)ÎHë™(y®©ng)”√÷–£¨≥˝¡Àå¶(du®¨)ôC(j®©)¥≤þM(j®¨n)––∏ƒ‘ÏÕ‚£¨þÄ“™øºë]»Á„fΩzµƒ«–∏Ó÷–µƒìp∫ƒ°¢π§◊˜“∫µƒù‚∂»º∞§∂»°¢—a(b®≥)ÉîÈgœ∂µ»å¶(du®¨)«–∏ÓŸ|(zh®¨)¡ø∫Õæ´∂»µƒ”∞Ì루“‘º∞‘⁄«–∏Ó÷–≤ªîýµÿå¶(du®¨)”–ÍP(gu®°n)Ö¢îµ(sh®¥)þM(j®¨n)––‘áÚû(y®§n)∫Õ–Þ’˝°£
Ö¢øºŒƒ´I(xi®§n)£∫
[1]¿Ó√˜ðx.îµ(sh®¥)øÿÎ䪪®æÄ«–∏Óº”π§π§Àáº∞ë™(y®©ng)”√[M].±±æ©£∫á¯(gu®Æ)∑¿π§òI(y®®)≥ˆ∞Ê…Á£¨2010.
[2]èà∆G.∏þÀŸ◊þΩzÎ䪪®æÄ«–∏Óæ´∂»º∞±Ì√ÊŸ|(zh®¨)¡øµƒ—–æø[D].ƒœæ©£∫ƒœæ©∫Ωø’∫ΩÃÏ¥ÛåW(xu®¶)£¨2010.
[3]Õı±Û–Þ.ª˘”⁄DK7740PÎ䪪®æÄ«–∏ÓôC(j®©)¥≤∂ý¥Œ«–∏Ó—–æø[J].ôC(j®©)–µ‘O(sh®®)”ã(j®¨)≈c÷∆‘Ï£¨2010£®01£©.
[4]∏þ–„Ãm.ú\ŒˆæÄ«–∏Ó÷–µƒ¥Ê‘⁄µƒÜñÓ}º∞å¶(du®¨)≤þ[J].ƒ£æþπ§òI(y®®),2002,10(3):56£≠56.
[5]èàï‘—ý.∏þÀŸ◊þΩzÎ䪪®æÄ«–∏Óº”π§÷–îýΩz¨F(xi®§n)œÛµƒ∏ƒ…∆≈cÓA(y®¥)∑¿[J].ƒ£æþπ§òI(y®®)£¨2005,31(5):53£≠53.
◊˜’þ∫Ü(ji®£n)ΩÈ£∫÷x∂¨∫Õ£®1964ƒÍ-£©£¨ƒ–£¨∫˛ƒœ≥ª÷ð»À£¨÷véü£¨÷˜“™èƒ ¬ôC(j®©)–µ÷∆‘Ï∑Ω√ʵƒΩÃåW(xu®¶)π§◊˜£¨µÿ÷∑£∫∫˛ƒœ÷Í÷Þ –ºt∆ϱ±¬∑476Ãñ(h®§o)∫˛ƒœ∆˚Ðáπ§≥ìöòI(y®®)åW(xu®¶)‘∫£¨£®Îä‘í£©13100230272£¨




